
Electro Magnetic Acoustic Tranducers(EMAT) Technique
The EMAT is an ultrasonic transducer, which operates without the application of liquid couplant. The EMAT transducer generates the ultrasound in the material being tested. As with piezo-electric transducers, different modes of ultrasound can be generated in the material to be tested by varying the design of the EMAT transducer. A further advantage of this type of transducer is that it can be designed to operate at elevated temperatures.
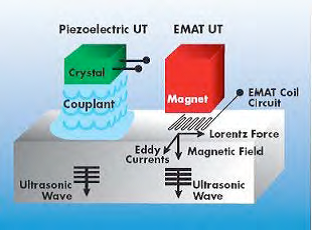
Principle of generation of Ultrasound through EMAT’s
General inspection capabilities
The equipment is normally housed in a trailer, which is located within a few hundred feet from the test location. The instrumentation consists of a pulser receiver unit with a computer to monitor the inspection. The test signal is displayed on a computer monitor. The output signals can be printed in colour for insertion in the field report. An umbilical cable connects the instrumentation tothe test robot, which is used to scan the test area. Once the equipment is connected, the transducers have to be calibrated on a representative sample of pipe.
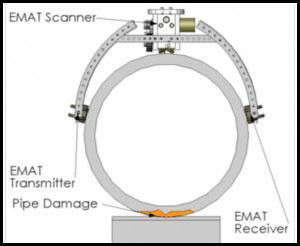
The robot has two EMAT transducers mounted such that the transducers are closer than a diameter apart. The transducers introduce sound to the material; the sound is transmitted circumferentially in both directions The inspection can be performed on horizontal or vertical runs of pipe and is used to detect areas of localized corrosion.
The equipment records data from various signal frequency modes. An analogue output is supplied that provides a record of the condition of the pipe or pipe support. By applying this technology to pipe systems, we can perform a fast global inspection of the circumference of the pipe. By monitoring the time of flight of the sound, the operator can differentiate between the area immediately between the probes to inspect areas associated with pipe supports and the remaining area on the upper region of the pipe.
Large linear sections of pipes can be scanned for corrosion. The system is also used successfully for the inspection of pipe supports and corrosion associated with the pipe supports.

Performance Condition of EMAT Metode
Operating Temperature
Operation at temperatures up to 650 ºC has been reported.
Inspection limitations
- The technique detects but does not discriminate between corrosion on inner or outer surfaces of the pipe.
- This technique provides qualitative not quantitative information on the severity of the corrosion.
- Technique is dependent on formation of ferro-magnetic layer for efficient transmission of ultrasound.
Access requirements
Manipulator needs about 400mm clearance from pipe surface x 400mm along pipe.
Parameters affecting inspections capabilities
- Surface condition
- Material and construction
- Geometry
- Operating temperature